






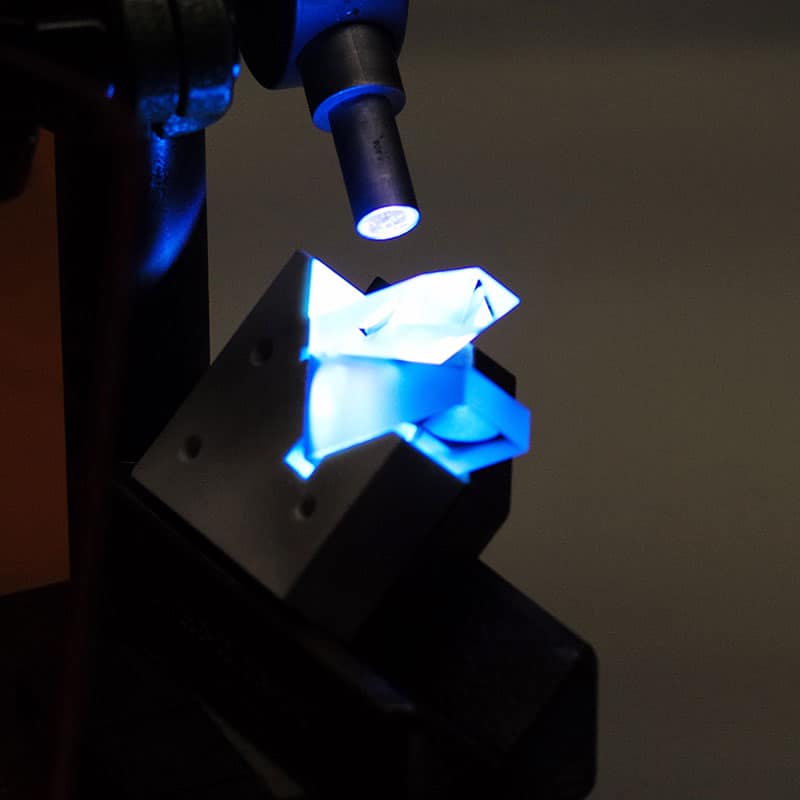
We are in the Optics section, consisting of two large production areas: the Flat Optics where prisms are produced for binoculars and for cameras, and the Spherical Optics where the lenses for LEICA binoculars, scopes and objectives are produced.
These optical components – lenses and prisms – are intended to guide and correct light rays entering the apparatus (e.g. binocular, camera or objective lens) to form an image perceptible to the human eye or, in the case of a camera, in an optical sensor.
The optical components arrive in pressed forms of lenses or prisms to the production line at the Optics section. The pressed components already have the approximate geometry of the prism or lens into which they are to be transformed.
The Flat Optics only exists in Famalicão and is a manufacturing area of excellence.

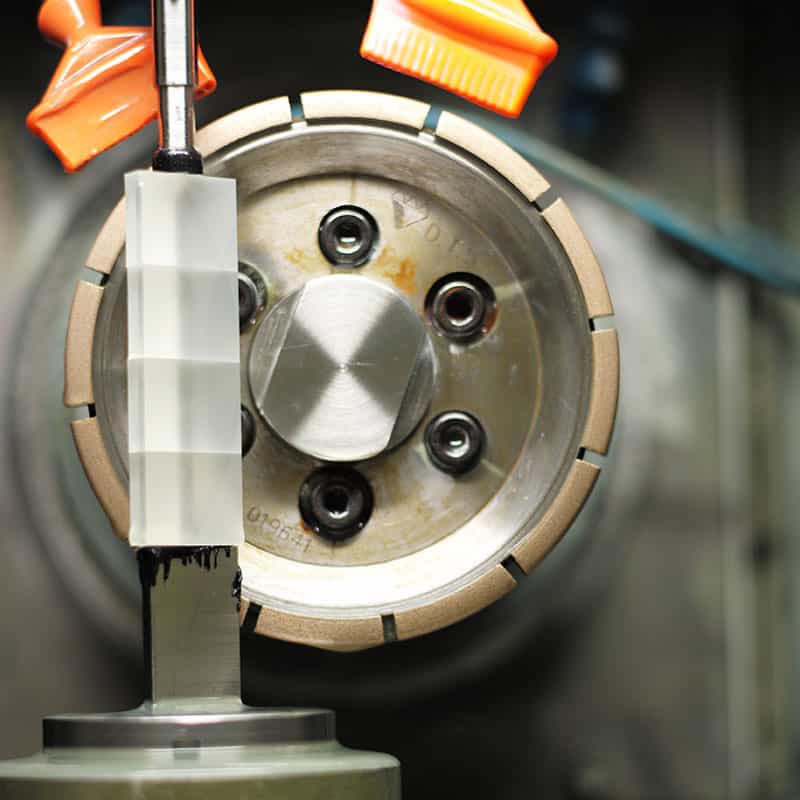
MILLING
In this operation, the raw material is thinned with exact diamond tools for use in precision optics. At the end of this operation, the surfaces are dull, but already have geometric characteristics close to the final design.
GRINDING
Grinding is a process similar to the previous one, but in this case, the diamond tools have a finer grain, which allows for a surface finish with a much lower degree of roughness than the previous phase. At this stage, the surfaces already have some transparency.
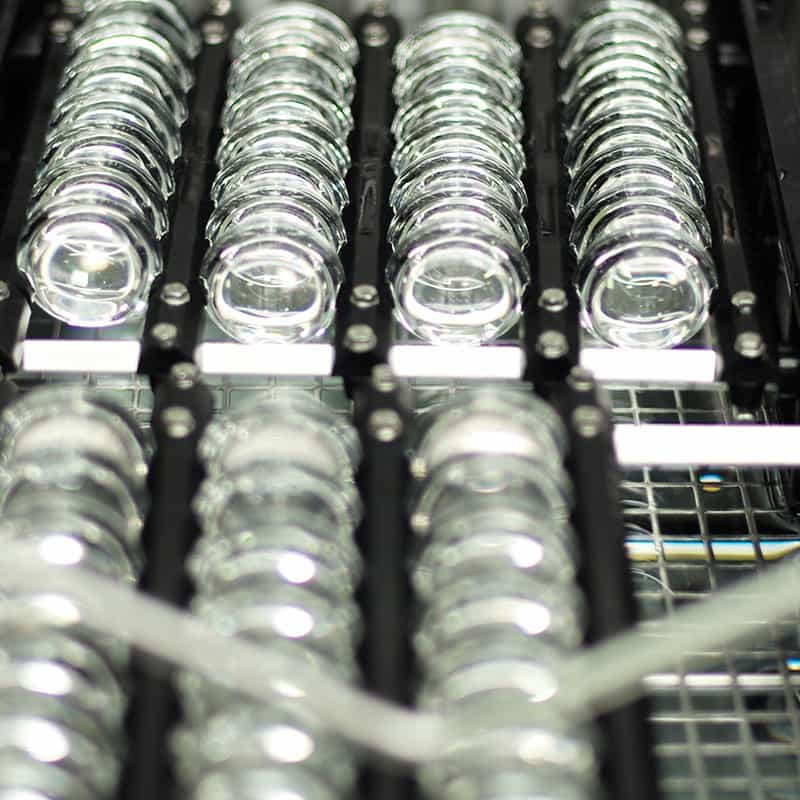
POLISHING
In Polishing, lenses and prisms are polished with an abrasive solution of very fine particles. At the end of this operation, the surfaces must be completely transparent and free from scratches. The surface polishing time ranges from 180 to 300 minutes for the prisms and from 8 to 18 minutes for the lenses.


WASHING
Washing is extremely important because it allows us to eliminate all the products used in the production of the components and which are harmful to the next phase. The main contaminating elements are: centering oil, polishing solution and fingerprints from human hands. The washing of the components depends on the type of glass and it can be manual or ultrasonic washing.
CENTERING
Centering consists of thinning the lens cylinder to the desired diameter. Thinning is done in relation to the optical axis, so as to match the optical axis with the mechanical axis of the lens. Thinning is done by a very fine diamond tool to obtain a good surface finish. Lens fixation is done by very precise steel tools, so as not to damage the surfaces.
BONDING
Bonding is divided into 2 variants: optical and opto-mechanical. The optical bonding consists of joining two individual optical components and thus forming a new optical component. In the lenses, this new component is denominated doublet, and in the prisms, system of prisms. Opto-mechanical bonding consists of gluing individual components to a mechanical "chair", ensuring their optical path and distances between components.

LACQUERING
Lacquering has two main functions: one aesthetic, the other functional. The first allows all optical components to resemble the black colour level when assembled. The second one aims to eliminate parasitic light that can be propagated through the entrance and exit of light in the optical components.
